Galvanized steel pallets are an advanced storage and transportation solution designed for industries that require high load-bearing capacity and resistance to harsh environments. Unlike wooden or plastic pallets, galvanized steel pallets offer superior strength, rust resistance, and a longer life span, making them the perfect choice for heavy-duty operations.
About Product
What Is Galvanized Steel Pallets?
A Galvanized Steel Pallets System is a modern material-handling solution designed to store, stack, and transport goods safely. These pallets are made from high-quality steel coated with a galvanized layer, which makes them resistant to rust, moisture, and chemical damage.
High Storage Density
0%
Easy Inventory Access
0%
KEY BENEFITS
Why Choose Galvanized Steel Pallets?
Galvanized steel pallets offer unmatched durability, corrosion resistance, and long-term cost savings compared to wooden or plastic pallets. They are 100% recyclable—making them the smart choice for modern businesses.
Steel Strength
Galvanized steel pallets save space and ensure organized storage.
Capacity Crafted
Ideal for industries requiring pallets with maximum load capacity.
Long-Term Savings
Built to last, reducing expenses and ensuring savings for operation.
OUR FEATURES
Key Features Of Galvanized Steel Pallets
40k
Racking Installations
Steel Optimized
Strong steel design for efficient, durable, and organized storage.
Volume Storage
Ideal for large inventories in manufacturing and logistics.
Heavy-Duty Loading
Galvanized steel pallets built for safe, stable heavy load handling.
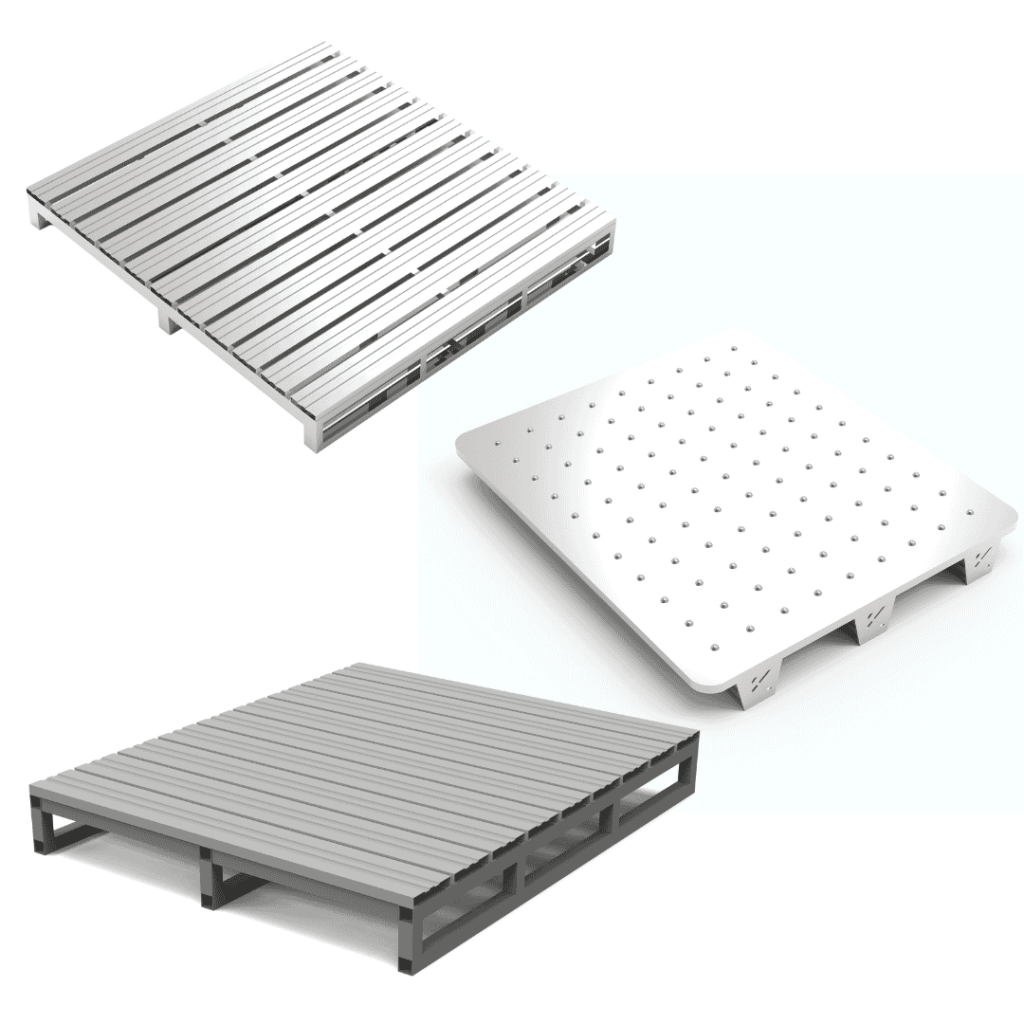
PRODUCT SPECIFICATIONS
Specification Of Galvanized Steel Pallets
(01)
Heavy-Duty Construction
Built with premium galvanized steel to withstand high loads and rigorous industrial use.
(02)
Corrosion Resistant
Galvanized coating protects pallets from rust, moisture, chemical exposure for long-term reliability.
(03)
Efficient Stack Design
Engineered for easy stacking and optimal space utilization in warehouses and cold storage.
(04)
Safe & Reliable Handling
Provides stability during transport and storage, reducing the risk of accidents and damage.
Find the Perfect Rack Size
Galvanized Steel Pallets 1
Galvanized Steel Pallets 2
Galvanized Steel Pallets 3
Galvanized Steel Pallets 4
Inquire Now!
Got Questions About Our Solutions?
We provide expert guidance to show how our galvanized steel pallets maximize storage, improve load handling, and enhance warehouse efficiency.
Looking to optimize your storage with durable, space-efficient steel pallets?
Steel Shield
Load Master
Space Boost
Inquire Now!
Have Any Queries? Fill out the form below and our team will respond quickly.